20年生产经验
20年生产经验
专注过滤产品研究
全国咨询服务电话
18838707119
20年生产经验
专注过滤产品研究
18838707119
先进真空烧结生产线·精密检测设备
应用广泛 精度稳定 纳污量大 自主研发
为什么不锈钢烧结毡会出现白点?
1.白点的出现是凝固过程中炼钢过程中钢水中吸收的氢沉淀的结果。 铸锭和铸钢具有许多可容纳空气的大内部孔隙,并且氢气在沉积时不会引起大的内应力。
对白斑不敏感。 锻造零件后,锻件内部压实,锻造较大的空气保持孔。 在冷却过程中,沉淀的氢原子与锻件内部的一些微孔中的成分结合(或与钢中的碳反应形成甲烷CH4)并产生相当大的压力(当钢中氢的质量分数为0.001%时) 在400℃时,该压力可以达到1200Pa或更高),金属膨胀,产生裂纹并膨胀。
2.白点,也称为氢脆,是大型锻件的主要缺陷,主要发生在中碳合金钢(马氏体和珠光体钢)的锻件中。 锻造尺寸越大,白点越容易形成。
锻造对白点敏感的大型钢锻件,特别是锻件,如转子和发电站的叶轮,应特别小心。 白点的特征在于在纵向裂缝上具有圆形或椭圆形形状和直径几微米至几十毫米的银色斑点,并且在白点附近没有塑性变形。 裂缝的来源是平行于轴线的平滑圆形区域。
3.白点的形成与压力有关。 当奥氏体转变为马氏体并分解成珠光体时,产生内应力。 铁素体钢和奥氏体钢由于冷却不发生相变,并且没有组织应力,因此通常不会出现白点。
尽管钢在冷却过程中具有较大的结构应力,但这些钢中稳定的氢化物和复合碳化物的形成阻碍了氢的沉淀,并且不会产生白点。
金属纤维烧结毡生产工艺制造
●金属纤维滤毡的性能:85%的高孔隙率可保证滤材通过大流量,足够长的在线寿命和非常低的压力降,从而比选用其他滤材的过滤面积小。
●烧结金属纤维滤毡的多孔结构使得用户可以在机上进行在线反吹或反冲洗。
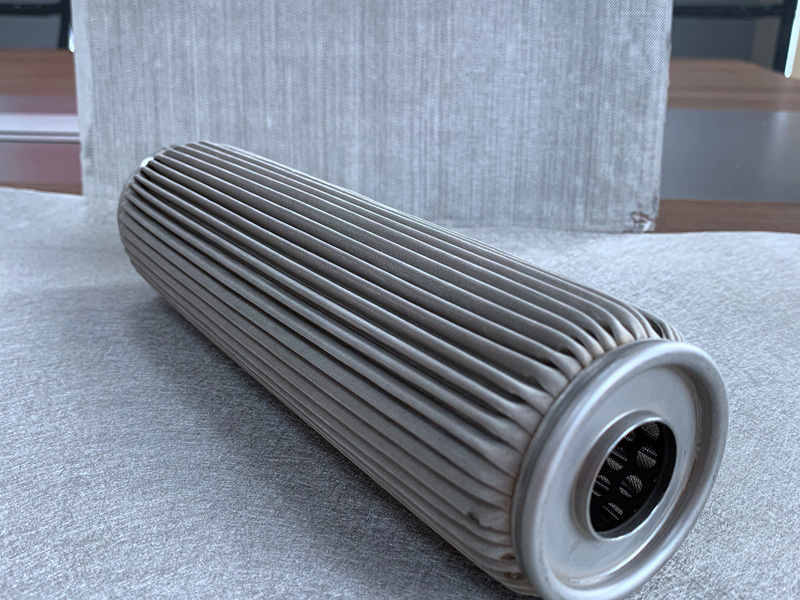
●薄膜型的滤材容易折波和焊接。烧结过程中纤维的交联处被熔焊在一起使滤材具有高强度,加之足够大的内部空间,滤材可以承受热冲击、高压力以及频繁地反向脉冲清洗。
●不同合金材质的金属纤维滤材可以被用于高温,甚至高达1000℃的高腐蚀工况,其他材质如化纤或陶瓷等非金属织物无法与之相比。
●滤材的梯度型孔结构可以达到更高的效率。作为深度型过滤时,正向安装时具有足够高的纳污能力;作为表面型过滤时,反向安装形成滤饼可以进行在线反洗。
●不绣钢和其他的合金具有热膨胀性低、不脆、易焊接、受热冲击不变形的特点,可以选择合适的合金来满足强度和苛刻的工况需求。
●在应用深度过滤时,建议以选择多层结构,以增加纳污能力。
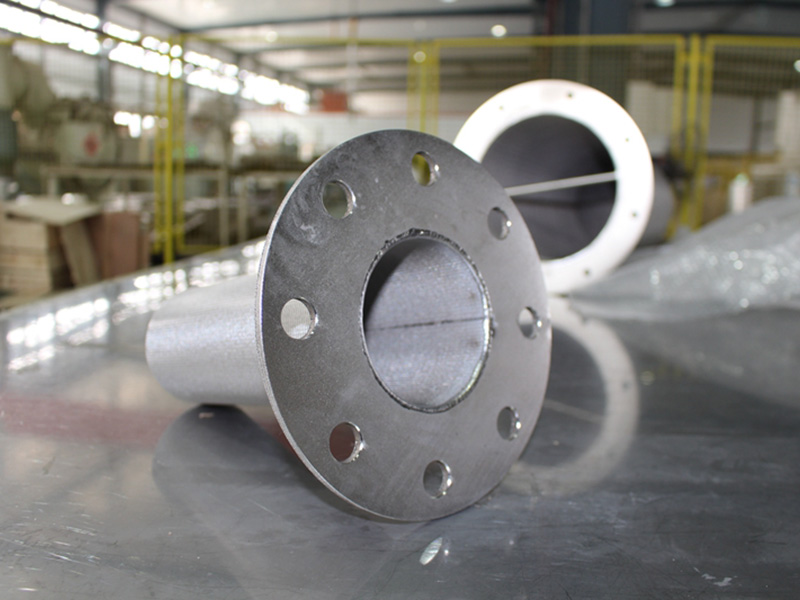
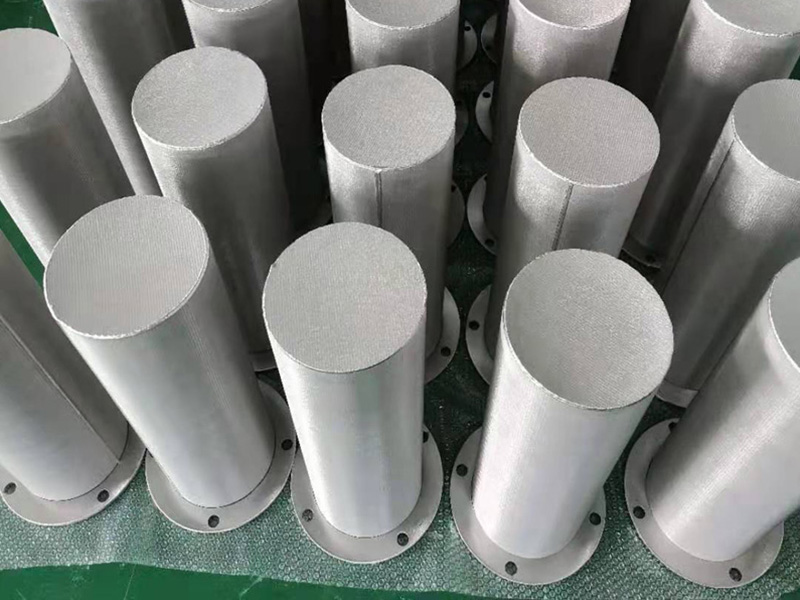
●烧结金属纤维滤毡生产出许多形状和系列:烛芯式滤芯(折波或不折波)、碟片式滤盘。当需要高压精细熔体过滤时,用烧结有双面职称网的金属纤维滤材加工的滤盘替代滤芯过滤效果会更好。
金属纤维烧结毡过滤器过滤材料对流体过滤过程
一阶段(即稳定阶段):金属纤维烧结毡过滤器过滤材料原始是清洁的,其材料结构形状固定不变,过滤的初始阶段,当含尘流体通过过滤材料孔隙通道时,在各种过滤机理得共同作用下,夹杂着污染颗粒的流体会很快弥数,填满过滤材料的各个通道,积储于其内孔表面或过滤材料表面,随着渗流的继续,液流主要是沿着法向的孔道运动,这时候,过滤材料阻力相对稳定,本阶段实际上是短暂的,很快就会结束。
二阶段(即非稳定阶段):随着过滤器材料孔隙变得越来越狭窄,甚至逐渐被堵塞,污染颗粒在过滤器材料表面不断积累,形成滤饼,构成新的过滤层,这个过程才是过滤材料的主要工况,在这种状态下,系统污染颗粒要同时受到滤饼和过滤器滤材的双重过滤,这时过滤材料阻力不断上升,过滤作用处于非稳定状态下,其过滤效率要比过滤材料表面滤饼高的多。
金属烧结毡常见的清洗原理和方法
1、 化学清洗
金属烧结毡常用广泛和的清洗溶剂为酸碱清洗液。化学清洗法是针对收集聚脂凝结物过滤器常用的效果好的清洗方法。
2、 超生波清少方法
超生波能是一种连续加压和膨胀的波能,这种能量施加于液体,产生气穴,连续破裂,造成超声波清洗作用。
3、 热处理清洗
真空热解,加热洪箱,液化床,热盐浴这几种是在用化学清洗方法不能奏效时应考虑的处理方法。
清洗后的金属烧结毡做冒泡(对折叠部分的滤芯要特别注意)完整性检查,及测定滤芯的压力降。
烧结温度对纤维烧结毡的影响
烧结工艺是影响金属纤维烧结毡微结构的一个关键过程,而烧结温度是金属纤维烧结毡工艺**重要的参数,本文以6 μm纤维毡为例进行分析。6 μm纤维毡在这3种温度下都有明显的烧结颈,但是在3种温度下纤维烧结毡展现了3种不同的形貌。a是6 μm纤维在1 200 ℃烧结后形成的烧结颈,上下2根垂直的纤维在相切处形成烧结颈,且烧结毡的直径大于纤维直径,但是2根纤维没有熔合的趋势;当烧结温度为1 250 ℃时,2根垂直纤维的烧结毡直径比1 200 ℃时更大,且烧结毡附近处纤维有熔合的趋势,这反映了烧结毡处形成的新晶界通过晶界扩散同时向上下2根纤维推进,且烧结毡附近纤维直径有所收缩,这可能是因为随着烧结温度的升高,金属原子沿着纤维长度方向扩散至烧结毡处,导致纤维直径收缩,而1 200 ℃的纤维烧结毡没有此现象;当烧结温度为1 300 ℃时,烧结毡附近的纤维有明显的融合,这是由于烧结温度继续升高,晶界扩散更快,烧结毡附近纤维中物质扩散到新晶粒中,从而熔合在一起,此时烧结毡处纤维也有比较明显的收缩,6 μm纤维毡在1 300 ℃时无熔断。
纤维烧结毡搭接点的焊接是通过扩散进行的。烧结初期,相互接触的纤维搭接点逐渐形成烧结毡的连接,此时搭接点是不连续的,且有大量孔隙,扩散的主要机制是表面扩散;烧结中期,烧结毡的孔隙逐渐消失,烧结毡逐渐形成晶界,此时扩散的主要机制是晶界扩散;烧结后期,烧结毡附近晶粒开始长大,此时晶粒长大体扩散是主要机制。扩散的实质是原子的热运动,温度显著影响着原子扩散速度,对于表面扩散来说,只有当烧结温度足以使纤维表面原子的热运动克服表面能垒时,才能形成烧结毡,因此纤维烧结毡应超过一定温度。同样,烧结温度影响着纤维原子晶界扩散的速度,烧结温度越高晶界扩散速度越快,纤维烧结毡速度越快;但是过高的烧结温度会使纤维出现晶粒过大、丝径收缩和过熔等缺陷,这是纤维烧结毡工艺需要避免的。