20年生产经验
20年生产经验
专注过滤产品研究
全国咨询服务电话
18838707119
20年生产经验
专注过滤产品研究
18838707119
先进真空烧结生产线·精密检测设备
应用广泛 精度稳定 纳污量大 自主研发
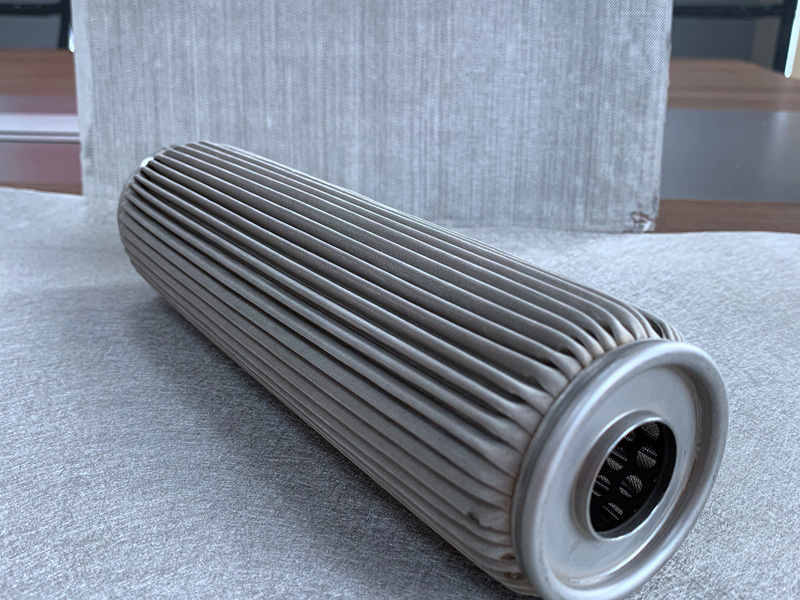
过滤设备中烧结不锈钢滤芯的使用方法
一、烧结不锈钢滤芯的消毒方法
1、在专用的消毒柜内进行消毒,只需要取出滤芯置于消毒柜内,在121度的高温下消毒30分钟即可;
2、还有一种在线消毒的方法,按照正确的步骤将滤芯安装在滤器内,其中固定板与滤芯的间隔大约为0.5mm,用蒸汽消毒30分钟即可。
二、烧结不锈钢滤芯进出流向的辨别
一般来说是从外面进、中间出,正反冲洗的时候可以按照不同的方向进行。
三、烧结不锈钢滤芯孔径的识别
烧结不锈钢滤芯的壳体上一般标记有热熔字体,上面说明了滤芯的材质以及孔径。
四、烧结不锈钢滤芯的安装方法
1、将烧结不锈钢滤芯中的O型圈浸湿,垂直插入设备中,必须完全没入不锈钢的圆槽内;
2、将烧结不锈钢滤芯的翅片部分用不锈钢孔板固定好,不需要很紧,以免进行高温消毒的时候发生变型的现象;
3、安装的时候不要直接用手接触滤芯;
4、安装之前要对滤芯进行完整的冲洗;
5、设备在开机或关机的时候,一定要慢慢转动阀门,不要瞬间打开或关闭。
五、烧结不锈钢滤芯的储存方法
1、将烧结不锈钢滤芯完全浸泡在专门的消毒剂中,并且将设备的不锈钢外壳灌满消毒剂;
2、随后将滤芯取出烘干;
3、要记住还没有完全干燥的滤芯不要用塑料袋包装,以免出现发霉的情况。
六、烧结不锈钢滤芯的维护方法
烧结不锈钢滤芯在经过一段时间的使用之后,如果出现不能满足设计流量的情况的话,一定要及时停机,随后打开设备从中取出滤芯,用清水对其的表面进行冲洗,然后放在浓度为4%的盐酸中浸泡24小时,接着是浓度4%的氢氧化钠中浸泡24小时,***再用清水冲洗就可以了。
金属烧结网烧结与热处理工艺操作包括:装料、抽真空、脱气、加热、充氩气、保温、冷却、出炉等进程。
装炉是先将压坯装在烧结用的托盘或料盒中。托盘或料盒用钼片、耐热钢或石墨等耐高温资料制成,以免在烧结时变形。装料时要求压坯之间不直接触摸,以避免坯块在烧结时相互粘连,也可用钼片将坯块互相隔开。然后将装好料的托盘或料盒推人炉内,盖好炉盖并密封。
开动真空机组抽真空,抽除烧结室内的空气和附着在压坯上的气体。用机械泵抽真空至高真空泵人口要求的真空度后,再打开高真空泵。一般要求二级抽真空到1.3XlO-ZPa。
炉子通电加热,在400—500~C温度下持续抽气。这一进程可消除压坯的残余应力,也使压坯内外吸附的气体及成型时增加的润滑剂、造粒剂等有机介质逐步分化和蒸发。
脱气后使炉子升温到烧结温度。关于不同的资料,烧结温度也不同,应**测定和控制烧结温度。温度过高会使制品软化和变形,晶粒粗大甚至报废。烧结温度过低,压坯细密化速度变慢,延长了烧结时刻,使设备利用率下降,一起会使产品功能达不到要求。
跟着温度的升高,在抽真空作用下,压坯内气体扫除趋于彻底。关于在维护气氛下的烧结,此时要向烧结室充人氩气,使烧结在维护气氛中完成。充氩气后中止真空机组作业,以减少功率消耗。
金属烧结网在烧结温度下保温一段时刻,使烧结进程中所发作的坯体细密化充分进行,给制品的气孔缩短、消除以及向晶体转变以满足的时刻。保温时刻的长短视烧结制品的多少和尺寸大小而定。可采用测量制品的密度和磁功能来确认合适的烧结温度和保温时刻。
金属烧结网滤芯烧结后的制品温度很高,假如直接出炉会引起焚烧和粉化,因而出炉前有必要冷却。冷却速度对磁体功能有一定影响,缓慢冷却时,磁体内的相结构会发作变化,产生一些对磁功能晦气的相,因而应快速冷却,以保持烧结态的相结构。在生产中,烧结体的冷却与热处理联接进行。
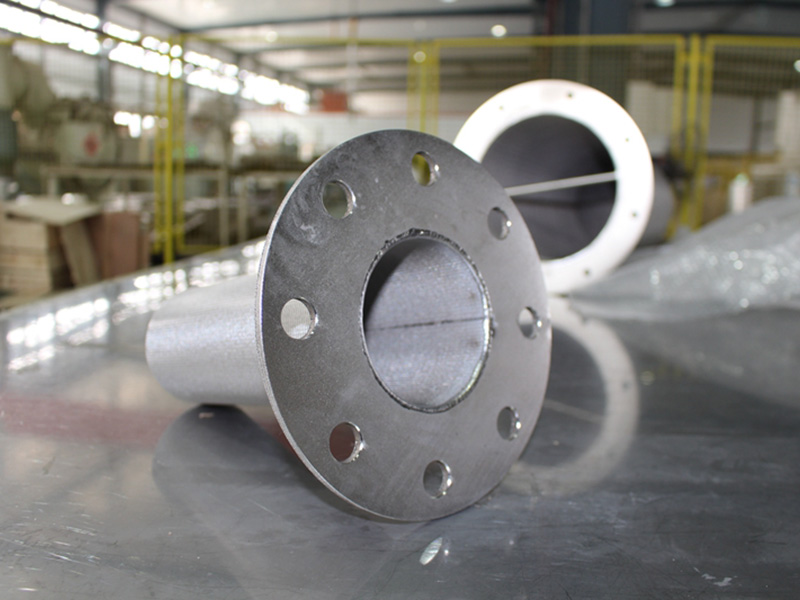
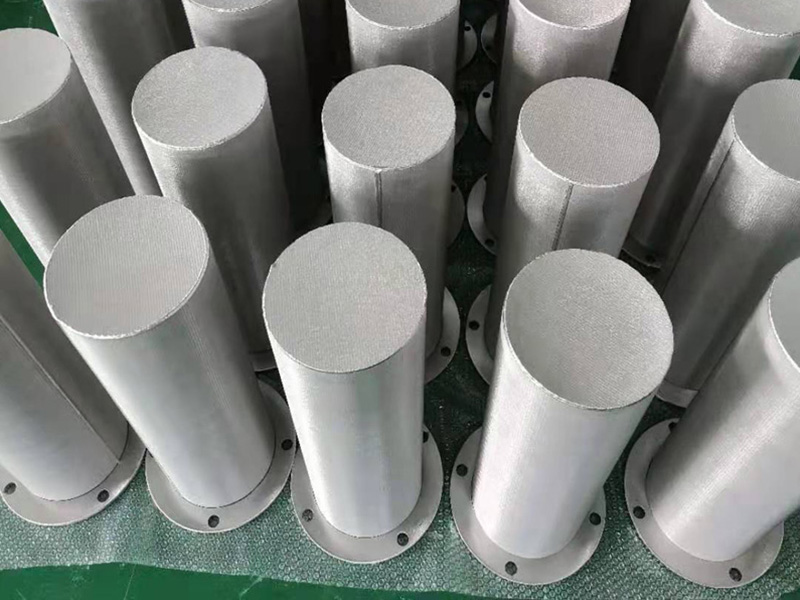
不锈钢烧结滤芯的生产工艺
不锈钢烧结滤芯与其它滤芯的**主要区别就是采用了大量高精度的焊接工艺。不锈钢烧结金属网经过卷圆处理后进行合缝焊接,焊接需保证圆度,焊后修平焊缝,从而使整体看起来美观,也是为下步的整体焊接做准备。
然后将烧结网通过不锈钢焊丝焊接在两端端盖上,焊接过程中不能烧坏烧结网,以防局部烧坏击穿,从而造成滤芯起不到过滤作用,所以焊接过程中必须对焊接环境进行氩气保护。以上焊接过程中全部必须有焊接工装和专用焊接设备,对工人的焊接技术要求也比较严格,万一焊接后冒泡实验在压力范围内出现漏气,滤芯将全部报废。
不锈钢烧结滤芯的生产工艺复杂,材料昂贵,但使用起来效果好,而且可反复使用,因此长期来看核算起来价格也并不算高,另外,如果选用我们经常生产的产品规格,那么此种规格的滤芯我们经常做,工装和焊接设备都有,工人技术熟练,价格肯定会低,工期也能缩短,如果是非标准的型号,就需要开新模具,并制作工装等辅助设备,那样的成本会较高。
不锈钢烧结网滤芯清洗再生工艺如下
a.去油。根据油浆的成分和特性,采用经过筛选的清洗剂对粘附在滤芯表面的油浆进行软化、溶解和清洗,将油浆基本清除干净。
b.碱洗。采用强碱将滤芯内的催化剂颗粒进行溶解。
c.高压水冲洗。用高压水对经过碱洗后的滤芯进行冲洗。
d.酸洗。进一步去除滤芯内的金属氧化物等杂质。
e.透水性检验。在一定的水流流量下,测量清洗后的滤芯压降,未超出设定值的认为合格。 否则需要重复清洗过程,直至合格为止。
f.鼓泡试验。将处理好的滤芯,利用多孔材料性能测控仪测试其鼓泡点。若初泡点低于滤芯 过滤精度等级值,视为不合格滤芯,对漏点采用焊接进行补焊。补焊后,再次进行鼓泡试验, 直至合格为止。
如何检验不锈钢烧结网的质量是否达标
一、不锈钢烧结网粘接牢固性检测标准
1、侧面观察网面有无“起泡”点,“起泡”点为粘接不牢固部分,表示烧结不到位。
2、对于较厚的成品网(δ≥3)可用金属棒在网面各部位轻轻敲击,均匀发出清脆的金属声表示该网粘结牢固,若发出较沉闷的金属声的部位,表示该部位烧结不牢固,使用过程中易起泡。
3、对于较薄的烧结网,可整体抖动,若发出响亮的振动声即表示该网粘接牢固,若发出明显有区别的振动声表示该网粘接不好,易开层。
二、产品表面光亮洁净,无划伤、压痕、氧化色.
三、产品表面平整,平面度≤10mm/1mx0.5m.
四、尺寸要求,净尺寸下网边无毛刺、翻边,对角线长度相差≤5mm.
另附锈钢烧结网产品性能检测方法:
1、化学成分分析按GB/T 1220中规定进行。(光谱仪测试)
2、冒泡压力检验按GB/T 5249中规定进行。(冒泡试验)
3、透气度按GB/T 5453中规定进行,试验压差为200Pa,介质为空气。